اختياري : عملية تثبيت متزامنة للمفاصل المغلقة المتعددة بواسطة الشد المتعدد في تكنولوجيا الاغلاق.
اسطوانة شد ااغلاق متعددة المراحل
MS نوع
تكنولوجيا الاغلاق

تصميم رقيق
- لعملية الفتح العمودية لكن مع محدودية تطبيقات المساحة الاشعاعية
مفهوم الأمان في تكنولوجيا الاغلاق
- عداد دائري لخصائص الأمان الحاصلة على براءة الاختراع ، مقبض يدوي، جهاز أمان ضد الكسر.
المجال العادي و الكبير
- لتوصيلات الاغلاق من
M16 (5/8) و ما فوق
Technical data, application examples, features and function

المساحة : محدودة أشعاعيا ، يمكن فتحها بشكل عمودي
اسطوانة شد الاغلاق في تكنولوجيا الشد
MS نوع
NIOX بوجود طلاء السطح
مقبض أمان حاصل على براءة الاختراع ، و عداد دائري على حافة التغليف الأفقية على توربينات الغاز
250 MW
و يتم استخدام البراغي المدورة في في تكنولوجيا الاغلاق من أجل هذا التغليف. يمكن تثبيت البراغي باستخدام إبرة خلال فتحة الداعم على الأنبوب المعدني
من أجل توصيل المتطلبات المحددة على التطبيق فإن تكنولوجيا الاغلاق قادرة على تخصيص التصميم .
في هذه الحالة يتم شطب الدعم و الذي هو الجزء السفلي من الأداة.

الشد المتعدد باستخدام تكنولوجيا الاغلاق مع اسطوانة شد الاغلاق
MSK نوع
كأحد الخيارات يمكنك استخدام عدد كبير من الاسطوانات بنفس الوقت (الشد المتعدد في تكنولوجيا الاغلاق)، كما هو هنا على الشفرة الدائرية الى وصلة المدار خلال عملية اعتدال توربين الرياح
بواسطة الشد المتعدد في تكنولوجيا الاغلاق بإمكانك استخدام عدد من اسطوانات الشد معا من أجل شد البراغي المتزامن . (تم تصويره : التوصيل الهيدروليكي المحدد متعدد الشد على الأداة). سيتم تشغيل كل أسطوانات الشد بعد ذلك بواسطة مضخة هيدروليكية منفردة.
باستخدام عداد الفحص الاختياري يمكنن فحص الضغط الذي تم تطبيقه على الدائرة الهيدروليكية المتكاملة.

الشد المتعدد في تكنولوجيا الاغلاق بواسطة اسطوانة شد الاغلاق
MSK نوع
توصيلات الاغلاق
(M24(7/8حجم البرغي )
جودة البرغي 10.9 يتم شدّها بين الغطاء و الشفرة الدائرية خلال عملية الانشاء
850 kW لتوربين الرياح
عندما يكون على الأرض.
تسمح عملية ما قبل الشد المتزامن للبراغي في (الشد المتعدد لتكنولوجيا الاغلاق) بوجود تطبيق دقيق و موحد للقوة ما قبل الشد. هذا يعمل على تطوير الجودة و فترة اتصال البرغي بدون خطورة.

تعتبر تكنولوجيا الاغلاق هي المقياس الشد على تأثير الدوران
في عام 1980 عملت تكنولوجيا الاغلاق على تقديم طريقة المد كطريقة رائدة لشد تأثيرات الدوران. حاليا ، تعتبر تعتبر أسطوانات شد البراغي في تكنولوجيا الاغلاق من الأدوات المستخدمة و الأكثر شيوعا لشد حلقات تأثير الدوران.
ن هنا يمكنك رؤية عمليات الشد في تكنولوجيا الاغلاق على البراغي لتأثير الدوران المضاعف على رافعات السكك الحديدية.
(M48 أبعاد البرغي , جودة البراغي 10.9 ، و قوة الشد
1.22
خلال عملية الشد في تأثير الدوران يجب أن تكون توصيلات البرغي متعادلة في حالة ما قبل الشد. إذا لم يدث ذلك فإن خطر الاختناق بين عنصر الحلقة و العجلات سيكون عاليا جدا. عملية التكرار في قوى الشد تكون خلال تحمل 2.5%.
وبذلك تكون أسطوانات الشد في تكنولوجيا الاغلاق دقيقة و تقدم نتييجة متعادلة تضمن توصيل البراغي الدائم.

MS نوع 42-490
على الحافة الأفقية
M24 (1 5/8)
يتم تخصيص اشعاع الأداة على الشقوق الموجودة على التوربين.
في هذه الحالة يتم شد و رخي البراغي الدائرية على الفتحات الاشعاعية خلال شباك صغير على الداعم باستخدام إبرة الاستدارة.

تتم عملية شد توصيل البرغي على موزع البرج في مصنع الفولاذ باستخدام
ITH BTC نوع MS 36-670.
تعتبر عملية تعديل أسطوانة لشد هنا :
إعاقة هيدروليكية باستخدام عداد دائري، مشغل جير مباشر ، حزام للحمل ، سطح لامع (مسوَد) ، وصلات عالية الضغط في تكنولوجيا الاغلاق باستخدام زنبرك حماية.
بوجود المثبتات المستلمة من تكنولوجيا الاغلاق
(ITH RMS مثبتات دائرية ،
حجم سداسي )
aA – قيمة أفضل لل
و التي تم تحقيقها . كلما كان هذا العامل أصغر ، كلما كان أكثر كفاءة, و إحكام و دقة يمكنك تصميمها في توصيلات الاغلاق.

MSK
ستخدم اسطوانات شد الاغلاق نوع
في حافة البرج الداخلية في توربين الرياح . تسمح مثبتات البرغي بعمليات شد البرغي السريعة و الدقيقة و التي يمكن تكرارها.
خلال عملية شطب دعم الأدوات ، و الاشعاع الرقيق لاسطوانة الشد ، و استخدام مثبتات النظام
IHF امتداد – IHF البرغي الدائري و- RMZ)
يمكنك تحقيقها
1.مسافة مركزية قليلة بين البرغي و الجدار الداخلي
2. مكن تقليل مساحة المفك على حافة الحلقة (عدد البراغي).
يمكن تقليل السماكة (كمية الفولاذ) بسبب هذه العوامل ، هذا يقود إلى ميزة في تكلفة توربينات الرياح مع حلول في تكنولوجيا الاغلاق

تطبيق عادي لاسطوانة الاغلاق MS نوع
: محدودة اشعاعيا ، مساحات فتح عمودية
(MS 45 – 1.200)
يمكنها شد البراغي
(MS 45 (1 3 / 4)
و تكون جودة البرغي 12.9 على برج اتصال الرافعة بدون مشاكل و بطريقة سهلة و سريعة.









أسطوانات الاغلاق القياسية تكون محمية على سطح لامع


- عمل على عد كل ضغط دائري على الأداة و بوضوح تعرض الدائرة الحالية
- تعرض طريقة سهلة لمتابعة إجراءات عمل المستخدمين
- إدارة مطورة للأداة بواسطة متابعة الدوائر للصيانة و الخدمة، و التي تعمل على ترقية ظروف العمل.



تقدّم إبرة السيطرة على قدم الداعم فحص مرئي سهل ليقوم بعملية الفحص فيما إذا كان البرغي مثبت بشكل متعادل على السطح قبل عملية الضغط على ال
BTC

MS نوع
و التي تكون جاهزة لعملية التوثيق الرقمي الاختيارية في النظام
(PSD / PD نظام )
باستخدام عداد القياس الرقمي القابل للتوصيل ، فإنه استطالة البرغي يمكن قياسها الذي تم إدراكها لكل برغي. هذا يسمح بمقارنة القوة التي تم إدراكها لكل عملية اتصال للبرغي بين سلسلة من عمليات الاغلاق.

وبذلك يمكن توجيه البرغي بسهولة باتجاه دوران العجلة اليدوية.


يمكن اختيار تعديلات التوصيل الهيدروليكي المتفاوتة بسبب متطلبات التطبيق
- عادي : أفقي بوجود عداد دائري
- توصيل هيدروليكي متعدد المرحلة : وصلات ذكرية و أنثوية على الاعاقة الهيدروليكية ، بوجود أو بدون عداد دائري
- .بدون عداد دائري : أفقي أو عمودي
كل التوصيلات الأفقية قابلة للتوصيل مع مقبض الأمان اليدوي الاختياري (على الجهة اليسرى)










التصميم
MS نوع (متعدد المراحل ) :
تصميم رقيق و طويل لعملية الفتح العمودية مع محدودية تطبيقات المساحة العمودية
المدى القياسي
- تصميم جودة البرغي :
M16 – M110 - رجاءً تواصل معنا لجودة البراغي 5.6، 6.8، 8.8 ، أو 12.9 أو لمزيد من أبعاد و تصاميم العملاء المحددة
تخطيط السلك
التخطيط الأدنى المطلوب للسلك على البرغي فةف المثبت:
يعتمد على القوة قبل التحميل . إذا لم يكن هناك تخطيط كافي للسلك ، فإن تكنولوجيا الاغلاق توصي باستخدام مثبتات الشد الخاصة بها
The BTC يمكن استخدامه لتعديلات المثبتات التالية
مثبتات سداسية
- ISO 4032 : مثبتات سداسية
(DIN 934 السابق) - DIN 2510-5: مثبتات سداسية
- EN 14399-4: قوة عالية ما قبل الشد
لتوصيلات الاغلاق التي تمكن من إنشاءات الفولاذ - براغي سداسية كثيفة
- براغي سداسية حسب تصاميم الزبائن
براغي دائرية
- براغي دائرية بفتحات إشعاعية
- برغي دائري بفتحات مركزية
- RMS / RMZ
راغي دائرية في تكنولوجيا الاغلاق - IHF براغي دائرية

أسطوانة الشد متعددة المراحل في تكنولوجيا
الاغلاق نوع
MS
لجودة البراغي 10.9 ، مقاييس متوفرة
M16 (5/8) up to M110(4 1/4)
تواصل معنا من أجل :
- جودات البرغي 5.6 ، 6.8 ، 8.8 أو
12.9 - لمزيد من البيانات التقنية
- تصاميم خاصة مميزة
- استشارة التقنية المجانية
سيسعدنا تقديم النصيحة لكم

Technical modifications and changes are reserved. Feel free to contact us for an individual design or further information.
Product description of ITH Bolt Tensioning Cylinder type MS
Hydraulic, friction- and tension-free tightening with the ITH Stretch-Method
By using the ITH Stretch-Method you will achieve a preload force with a small tolerance band of only ± 2.0 %.
The requirement for the application of the ITH Stretch Method is the thread projection of 1.0 x d of the bolt. (Depending on the pre-load force, d = thread diameter). If there is not enough thread projection ITH recommends to use ITH tension nuts.
The bolting process
The bolt tensioning cylinder is threaded onto the bolt by use of a hand torque wrench or a battery nut runner.
The calculated pressure is generated by an ITH high-pressure pump. This creates a torsion and friction free elongation of the bolt. The hydraulic pressure at the pump is directly proportional to the pre-load force of the bolt tensioning cylinder that is applied at the bolt.
When the pressure has been achieved the nut is tightened down by use of a hand torque wrench for controlled torque output.
Advantages of the ITH Stretch Method in comparison to the traditional method
In the conventional system (torque value method) the pre-load force is applied by a mounting process which shows torsion- and friction stresses at the nut and the bolt by torqueing them together. During this process the torqueing tool has to work against to moment of thread pitch and the friction at the thread on both laydown surfaces.
At the assembling process the thread friction, the head friction- and moment of thread pitch come all together. The thread- and moment of thread pitch can have a value of 90% of the final torque value.
The assembly pre load shows a high deviation based on the deviation of the friction values of the thread and under the head of the volt. The friction value by friction class B shows a deviation from 0,08 to 0,16, by these value the preload force can deviate of about 100%.
الاتصالات والاستشارات التقنية في تكنولوجيا الإغلاق

نصيحة تقنية موضوعية
نحن لم نحصر كامل مورد النظام بطريقة إغلاق محددة –بناء على ذلك نحن ننصحك بموضوعية ونقدم أفضل الحلول التقنية وأكثرها فعالية.
اتصل بنا للحصول على استشارة مجانية
اتصل بنا من أجل أي سؤال يتعلق بوصلة الإغلاق الخاصة بك أو من أجل أي سؤال تقني. نحن أيضًا ننصحك بمهارة ونقدم لك فحص في الموقع.
أسطوانة الشد متعددة المراحل في تكنولوجيا الاغلاق نوع
MS
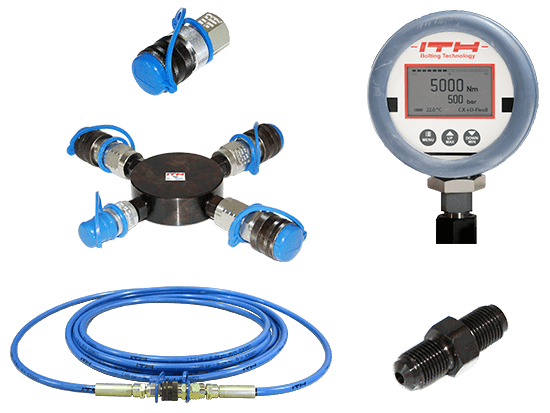
المواد ---------
-
أدوات هيدروليكية : خراطيم عالية الضغط ، وصلات ، موزعات الوصلات ، و عدادات فحص
-
فحص أسطوانات شد الاغلاق على الموقع
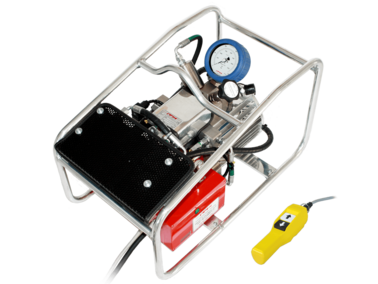
-
سلسلة من مضخات الضغط العالي الهيدروليكية و التي تعمل كهربائيا و هوائيا و يدويا و باستخدام البطارية.